ENIG is a widely used, high performance final finish and therefore has a major role within the sphere of final finishes, especially in the production of Multilayer (ML) and HDI PCBs, both of which are expected to show increased usage in the future. In terms of capability and price, ML-PCBs occupy a “sweet spot” as they provide a good routing density at a competitive price, and in the HDI market, with new functionalities such as 5G, and an increased use of 3D sensors from 2020 onwards there is an anticipated boost within the smartphone industry.
As such, ENIG is expected to be the dominant finish in the coming years as it plays an important role for both, HDI and ML-PCBs.
Typically, a mid-phosphorous Nickel (MP-Ni) has a Phosphorus content (P-content) of 7 – 10 %, and a high-phosphorous Nickel (HP-Ni) will have one between 10 – 12 %. This difference in P-content influences different layer properties such as crystal structure, appearance and physical properties like corrosion resistance. This article aims to address similarities and differences of MP- and HP-Nickel to draw potential conclusions about which Nickel system is most suitable for which application.
Experimental and test methods
Thickness distribution
In ENIG systems the Nickel layer acts as a barrier to protect the underlying Copper, while the Gold layer protects the Nickel layer from oxidation and ensures good wettability during soldering. A uniform thickness distribution of all layers across the board is important in order to fulfil those tasks, especially for the Gold layer, where thickness variation can be influenced by the dominant immersion reaction and there is a desire for a low overall thicknesses. In view of this, the Gold thickness distribution was measured and can be seen in figure 1.
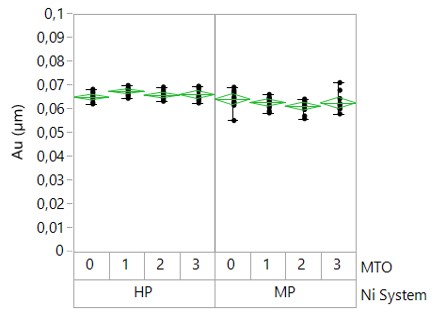
Fig. 1.: Thickness distribution of different Nickel systems at different bath ages
It can be concluded that the thickness distribution of Gold on HP is slightly more even than on MP-Nickel.
With a HP-Nickel, the higher Phosphorus incorporation leads to a more consistent deposition speed across the bath lifetime, which supports a more uniformly deposited layer. This characteristic, in addition to a more controlled Gold exchange reaction occurring at higher Phosphorus concentrations, means that the final Gold distribution is observed to be more uniform.
Peeling evaluation
For final component reliability, it is critical that there are no interlayer defects such as layer separation. To investigate this, very harsh conditions are applied with a very aggressive etch being applied 3 times. The ENIG finish was exposed to a microetch step similar as it would be the case in the SIT process before applying the OSP finish. We conclude, that the HP-Nickel outperforms the MP-Nickel in terms of peeling under SIT production environment, which can be correlated to the physical layer probabilities of the HP-Nickel, such as having an amorphous structure.
Clearly, the etching condition is exaggerated and not typical of that applied in the field, however, vital data can be determined, in that the HP-Nickel is more able to withstand the harshest conditions.
Selective wave soldering
All wetting tests refer to the ability of solder, to spread evenly across the surface of pads or plated through holes (PTH) thus ensuring a good connection to the later assembled component.
The main focus for selective wave soldering is on the performance of the through holes. For PTHs the solder must be completely drawn up through the holes and subsequently wet the surface around the top of each hole (see figure 2).
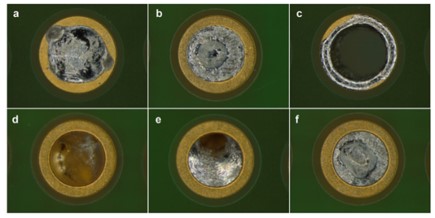
Fig. 2: Evaluation of PTHs for selective wave soldering test
Figure 2 a-c show samples, which are passing the test. Figure 2 d-f show samples, which are failing the test.
For all conditions that were checked evaluating different Gold thickness and different TH diameter (0.8 and 1.2 mm) the selective wave soldering was passed – no indications for dewetting could be observed.
Wetting balance
Wetting balance testing aims to quantify the adhesion by strength (wetting force) and speed (wetting time).
The test principle relies on measuring the force created when dipping a pad into solder and releasing it again. A schematic of the test steps and the corresponding wetting forces measured are shown in figure 3.
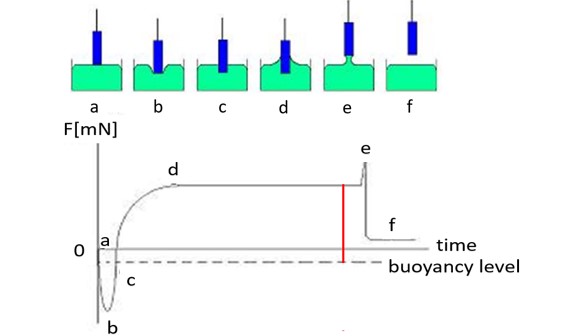
Fig. 3: Steps of wetting balance test
The wetting force is defined as the difference between maximum force and the buoyancy time (red line).
For all wetting tests, we conclude that the HP- and MP-Nickel are comparable, although, as discussed previously, the HP-Nickel is more suitable for harsher and aged conditions.
Appearance and corrosion results
From a surface view, it can be seen that HP- and MP-Nickel exhibit different crystal structures, with the amorphous character of HP-Nickel layers being a contrast to the crystalline MP-layers. Typically the boundaries of the Nickel nodules in a mid-P Nickel layer have a lower P-content compared to the bulk grain itself, this can not the case in the amorphous HP layer, where the immersive attack on a HP-Nickel layer during Gold deposition is seen to be less aggressive.
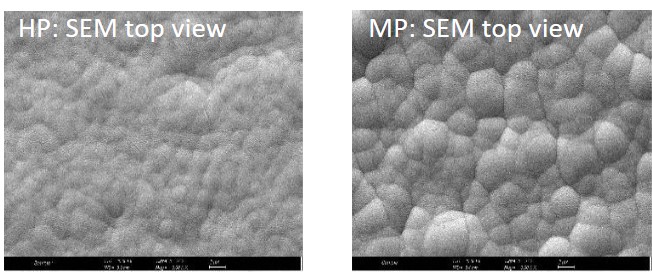
Fig. 4: Surface view of mid- and high-phosphorous layers
For the HP-Nickel, no corrosion incidents were observed between 0 and 3 MTO, but for the MP-Nickel a corrosion event at the aged condition was noted. This supports the above thesis, that HP-Nickel is more resistant to Nickel-corrosive attacks.
IMC testing and investigation of the P-rich layer
Multiple previous studies have confirmed that the appearance of the Inter-metallic Compound (IMC) reflects the quality of the solder joint and gives good indications about its overall adhesive ability.
Both the MP- and HP-Nickel systems display no clearly observed differences, with both showing a defect free and continuous IMC layer.
The quality of the IMC is determined by its mechanical bond. Therefore, a higher surface area correlates to a better quality of solder joint. In order to achieve significance, the IMC area was quantified at three different positions on three different solder balls. IMC measurements were made at 0 and 3 MTO, also the “as received” and 1000 h aged condition were compared for both Nickel systems.
From all tested conditions, there was no significant difference between HP- and MP-Nickel. Both systems display a continuous IMC of comparable area without any defects. Due to this, the physical abilities of the solder joint of both systems were investigated through High Speed Shear Testing.
In Nickel based IMCs a Phosphorus enriched phase occurs. This Ni3P layer or “P-rich band” is assumed to be more brittle than the rest of the IMC, and forms as the Nickel dissolves into the solder during heat exposure, while the Phosphor remains in the IMC layer itself. With the MP-ENIG having P-contents of approx. 15 % in the P-rich band, it would be reasonable to assume that this would be higher for a HP-ENIG, however on investigation, for HP-Nickel the P-content of the Ni3P layer is determined to be 15.5 %. which is implies there is no significant difference.
Previous studies let us assume one difference in the P-rich band: HP-ENIG is showing a higher P-rich band thickness than MP-ENIG. This leads to the question, of whether this additional thickness would increase the overall brittleness of the solder joint. If that would be the case, a higher brittleness would be reflected in lower Total Energy (TE) values during high speed shear testing.
High speed shear testing (HSS)
HP-ENIG and MP-ENIG were compared by total energies:
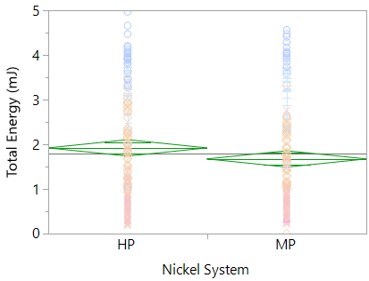
Fig. 5: Analysis of Total Energy (mJ) after ball attach and all aging conditions, 50 nm Au
For HP-Nickel, the Total Energy and therefore ductility of the solder joint, is slightly higher. From this, we conclude that the brittleness of the solder joint would not increase and therefore the solder joint reliability of ENIG finishes would not change through use of a HP-Nickel as both finishes show comparable performance.
To summarize the results, it can be concluded that the thickness of the Phosphorus enriched layer plays a small role in solder joint reliability, while the structure of the IMC itself plays a more significant one. As both, HP- and MP-ENIG show comparable IMCs, their solder joint reliability, as proven through HSS testing, is comparable, although at aged conditions the HP-ENIG seems to outperform MP-ENIG.
Aluminum wire bonding
Al-wire bonding is an important application for ENIG finishes, and while the Gold is expected to play the dominant role for bonding performance, it is acknowledged that the substrate Ni layer also has an influence. As HP- and MP-Nickel have different crystal structures, a possible influence towards bonding was examined.
The pull strength of mid-phosphorous Nickel opposed to high-phosphorous Nickel was found to be generally comparable, but when exclusively looking at the aged condition, HP-Nickel outperforms the MP-Nickel.
Environmental corrosion tests
Part of the reliability of final finishes is the ability to withstand high humidity environments containing sulfur dioxides or salt, this is of importance in mobile applications or in countries where high humidity is common. Resistance against such influences is measured via Kesternich and NSS (Neutral Salt Spray) test. Both tests exhibit good reproducibility and weaknesses of the coating are detected and characterized through optical inspection of corrosion spots.
In the Kesternich stress test, both Nickel layer systems exhibit similar results in the as received and aged conditions. From this observation we conclude that the state of bath ageing does not influence the final environmental corrosion resistance.
Across the NSS test times investigated, HP-Nickel exhibits less corrosion spots compared to the MP-Nickel. This difference gets more significant at longer testing times, and after 72 hours exposure, more than 50 % of the surface of MP-Nickel plated pads is completely corroded. This level of corrosion is not observed in any HP-Nickel plated pads, even after 144 hours of exposure. It is therefore concluded that HP-Nickel provides better environmental protection compared to a MP-Nickel.
Summary
ENIG will remain of major interest to the HDI and multilayer PCB market. This investigation aimed to compare the performance of two ENIG Nickel systems, one containing a high-Phosphorous (HP) and the content the other being of mid-Phosphorous (MP) content.
Wetting performance, solder joint reliability and bond ability are found to be comparable for both Nickel Systems.
There are two major benefits of HP- compared to MP-Nickel, one being the better resistance to general environmental corrosion, the other being an increased resistance to ENIG corrosion.
Based on this direct comparison study it can be concluded, that there is no technical reason in regards to the layer reliability to prefer a MP Nickel layer over a HP layer. Rather that the HP layer offers additional benefits in terms of corrosive resistance and can be considered as a valid and fully functional alternative to MP Nickel in ENIG applications.
For more information on the subject feel free to connect with us at: atotech.brln-elmarketing@atotech.com
Authors

Sandra Nelle – Assistant Product Manager Final Finishing

Thiago-Pugliesi Garcia – Application Engineer Final Finishing

Dr. Britta Schafsteller – Product Manager Final Finishing

Gustavo Ramos – Global Product Director Final Finishing