Final finishing
Coping with the harsh environment of multiple Pb-free soldering with a complete line of final finishes for package substrates and PCBs
Quick facts
- Highest global market share for final finishing
- Complete portfolio of final finishes
- Production proven lead free processing
- OEM relevant development
Applications
- ENIG
- ENEPIG/EPAG
- Immersion Tin
- OSP
Product portfolio
Electroless Nickel / Immersion Gold (ENIG)
Advanced ENIG using Aurotech® Plus
- Aurotech® Plus: our optimized ENIG process that is designed specifically with high end HDI manufacturing in mind. Dramatically reduced in nickel corrosion, minimized extraneous nickel plating and outstanding soldermask mask and base material compatibility, are all primary benefits. Whilst technically assured; Aurotech® Plus offers cost saving through extended lifetimes, excellent distribution and process control.
- Aurotech® G-Bond 2: mixed reaction gold electrolyte which can be applied for ENIG, ENEPIG as well as for EPAG application. This gold electrolyte is characterized by a higher autocatalytic portion of the plating reaction which allows the deposition of ENIG layers free of ENIG corrosion and the deposition of higher gold thickness nickel as well as on palladium. This process is in mass production worldwide offering highest process stability and robustness.
- Aurotech® G-Bond 3: the latest generation gold electrolyte that fulfils all industry standards for ENIG, ENEPIG, and EPAG plating. It exhibits autocatalytic dominated plating properties to mitigate the attack to the underlying layer and enables the plating of high gold thickness where required. Besides offering the highest bath stability and excellent layer performance, the process exhibits the benefit of non-toxic stabilization so that no handling of KCN replenishment is required. The new process combines the known benefits of Aurotech® G-Bond 2 with outstanding stability, long bath life, and a new and toxic-free stabilizer.
- Aurotech® HPE: ENIG process developed especially for the high corrosion resistance requirements of mobile handset manufacturers. Its nickel layer with high phosphorous content provides significantly better protection versus an aggressive environment than conventional nickel layers with mid or low P-content. The process is qualified and in mass production for the world’s leading cellular phone fabricators.
- AuNic®: drop-in process for existing standard ENIG lines. It consists of five main steps: cleaning, micro-etch, activation, electroless nickel and immersion gold. The most distinguishable feature of AuNic® is the introduction of the additive AuNic® EN C, which is added for bath make-up and after idle times instead of performing dummy plating.
- Aurotech® Flex M: mid phosphorous electroless nickel process that achieves market-leading bending performance due to the specifically engineered depositional characteristics. It reveals good results for both: ENIG and ENEPIG. A long lifetime at low loading factors underlines its outstanding properties for modern flex applications.
Electroless Nickel / Electroless Palladium / Immersion Gold (ENEPIG) & Electroless Palladium Autocatalytic Gold

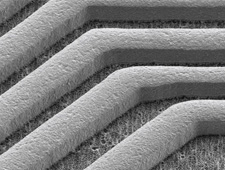
Aluminum bonded connection on a Universal Finish SolderBond® coating
- Universal ASF®: Universal ASF is a multi-purpose surface finish employing palladium instead of thick gold layers for top reliability. Atotech offers both Pd-P and pure Pd that have market-leading stability attributes. The process solves extraneous nickel and skips plating. It offers market-leading stability and minimizes nickel corrosion (10 MTO). Universal ASF can be combined with semi autocatalytic gold (ENEPAG).
- Universal Finish SolderBond®: process for PCBs and high reliability applications, which can provide three surface finishes, depending on the process sequence. The palladium layer is pure. No phosphorus is co-deposited The PCB manufacturers can choose the process, which give them the most benefit, because the existing Aurotech® CNN ENIG process can be updated to an ENEPIG process.
- PD-Core®: new pure Pd-electrolyte with reduced Pd-content of only 0.5 g/l and an increased electrolyte stability and process robustness. The electrolyte exhibits a high stability towards the contamination with copper ions so that it is capable to be used for the plating on nickel for ENEPIG and directly on copper for EPAG.
Immersion Tin
Functional high volume finish
- Stannatech® 2000 H and V: industry benchmark for immersion tin for multiple Pb-free soldering and press-fit technology. Within the electronics industry immersion tin is recognized as a reliable surface finish for both PWBs and IC substrate applications. The leading immersion tin process is combining chemistry process and system technology for horizontal and vertical equipment.
- Stannatech SF 8 H and V®: Stannatech SF 8 has been developed specifically to allow an optimized rinsing by a reduced viscosity of the plating bath. This comes along with a reduced copper dissolution and solder mask attack. The new process maintains the market-leading speed and quality assurances expected of Atotech immersion tin finishes.
- Stannatech IC®: new immersion tin bath optimized for package substrate application. The process reduces the solder mask attack and the copper dissolution leading to minimized undercut. Stannatech IC has superior performance compared to Stannatech 2000 in regards to foaming and rinsability and is capable to work with the Stannatech auxiliary equipment.
- Stanna-Q®: immersion tin process for QFN packages (Quad Flat No Leads Package). The process covers the exposed leadframe copper on the side of the QFN package by immersion tin in order to form a solder fillet during assembly.
- Stanna-COF®: immersion tin bath for flex material such as chip on film. It is applicable with Atotech unique auxiliary equipment. That ensures the maximum productivity to our customers with minimized chemistry losses. Beneath a huge cost saving potential, also whisker mitigation ensures best in class quality.
- Stannatech®-Flex: immersion tin process specifically designed for flexible substrates. The 2 step tin process ensures a minimized copper attack in particular on substrates which contain solder mask. In order to allow best rinsability, the plating bath consist of low viscosity and by that enables excellent solution exchange also on small features. The process applicable with our auxiliary equipment for maximum productivity and low chemical consumption.
- Tin PostDip 2020: Tin PostDip 2020 is a new post treatment solution for immersion tin plating. It was developed to strengthen the oxide layer formation and by that prevent the appearance of shiny tin after reflow caused by inhomogeneous tin melting. Application of Tin PostDip 2020 ensures to achieve an even and matt white surface appearance of the immersion tin layer after reflow. The postdip solution is combinable with other posttreatments like Ionix SF for reduced ionic contamination or the Tin PostDip 8 to prevent yellowish appearance after reflow.
Organic Solderable Finish (OSP)
- OS-Tech®: high-temperature organic surface finish that can withstand more than 5 reflow cycles with consistent layer thickness and soldering performance. The corresponding micro etch system specially designed to create the smoothest copper surface ensures a homogeneous even layer thickness distribution. The benefits described can all be achieved with a single step process.
- OS-Tech® SIT2 : this OSP finish provides a solderable environmentally friendly finish for SIT applications. This simple 2-step process can be combined with Atotech production proven ENIG processes and can be operated in vertical as well as horizontal processing. A dedicated microetch system is available which further supports the deposition of an even, defect free and smooth organic coating.
Featured products
Aurotech® G-Bond 3
New mixed reaction gold for ENIG, ENEPIG and EPAG
OS-Tech® SIT 2
Two-step OSP process for SIT applications
PD Core®
Next generation palladium bath withlow Pd-content and highest stability
PD-Core® is our newest palladium bath that deposits pure palladium layers for the highest quality ENEPIG finishes. With the low Pd-content of 0.5 g/l palladium, the process is highly cost-efficient as it significantly reduces the precious metal loss due to drag out.
Horizon Stannatech® 2000
The market leading immersion tin for the automotive industry, with over 10M m² being processed each year
Stannatech® 2000 offers the unique combination of chemical process and state of the art equipment from a single pool of expertise.
- Stannatech® 2000 is mass production proven and is qualified by the leading automotive end users.
- Stannatech® 2000 offers unequalled process control and m²/l production capacity by employing auxillary equipment: Crystallizer™ and ConStannic™.
- The experience gained from Stannatech® 2000 has facilitated the development of an i-Sn process for IC substrates and QFN production: Stannatech® IC and Stanna-Q® respectively.
- Immersion tin is also a cost effective option for the emerging wearable market.